产品展示
探索二保焊药芯焊丝一级焊缝焊接的奥秘
在焊接的世界里,二保焊药芯焊丝因其高效、稳定的特性备受青睐。你是否曾好奇,如何才能用这种神奇的焊丝焊出令人赞叹的一级焊缝?今天,就让我们一起深入探索二保焊药芯焊丝一级焊缝焊接的奥秘,从理论到实践,全方位解析这一焊接技艺的精髓。
二保焊药芯焊丝的魅力

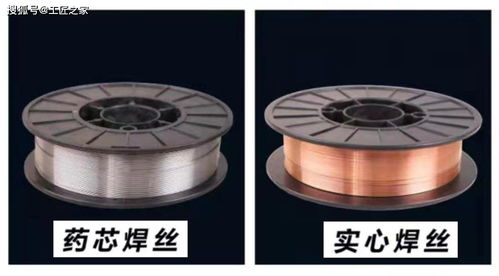
二保焊,全称为二氧化碳气体保护焊,是一种高效、经济的焊接方法。而药芯焊丝,作为二保焊的重要组成部分,内部填充了焊剂、稳弧剂等物质,相比实心焊丝,它具有更多的优势。药芯焊丝的熔敷效率更高,焊缝成型更好,抗气孔能力更强,尤其适用于大型钢结构工程。
当你手持药芯焊丝,看着电弧在焊件上跳跃,熔池逐渐形成,焊缝逐渐成型,你会感受到一种独特的成就感。这种焊接方式不仅效率高,而且焊缝质量稳定,非常适合对焊接质量要求较高的场合。
一级焊缝的标准与要求
一级焊缝,是焊接质量中的最高等级,它代表着焊缝外观完美、内部缺陷极少。要焊出一级焊缝,需要从多个方面进行控制,包括焊接参数、焊接手法、焊前准备等。
在焊接参数方面,电流、电压、焊接速度等都需要精确控制。电流过大或过小,都会影响焊缝的质量。电压过高或过低,也会导致电弧不稳定,影响焊缝成型。焊接速度过快或过慢,都会影响焊缝的熔合情况。
在焊接手法方面,需要掌握正确的运条方式,如直线运条、三角形运条、锯齿形运条等。不同的运条方式适用于不同的焊接位置和焊缝形状。同时,还需要注意焊枪的角度、摆动幅度等细节,这些都会影响焊缝的外观和质量。
焊接前的准备工作

焊前准备是焊接过程中至关重要的一环。一个充分的焊前准备,可以大大提高焊接效率,减少焊接缺陷,提升焊缝质量。
首先,需要对焊件进行清洁,去除表面的油污、锈迹、氧化皮等杂质。这些杂质会影响焊缝的熔合,导致气孔、夹渣等缺陷。其次,需要对焊件进行预热,特别是对于厚板焊接,预热可以减少焊接应力,防止焊缝开裂。预热温度通常在80~100℃之间,具体温度需要根据焊件厚度和材质进行调整。
此外,还需要检查焊接设备,确保送丝顺畅,气体流量稳定。如果使用瓶装气体,还需要进行排水提纯处理,防止水分和杂质进入焊接区域。
焊接过程中的技巧与要点
在焊接过程中,需要掌握一些技巧和要点,才能焊出一级焊缝。
首先,需要掌握正确的起弧和收弧方法。起弧时,焊枪应与焊件保持一定的距离,然后逐渐靠近,直到电弧引燃。收弧时,应逐渐减小电流,直到电弧熄灭,避免产生弧坑。
其次,需要掌握正确的运条方式。直线运条适用于平焊和横焊,三角形运条适用于立焊和仰焊,锯齿形运条适用于需要填充较厚焊缝的情况。不同的运条方式适用于不同的焊接位置和焊缝形状。
此外,还需要注意焊枪的角度和摆动幅度。焊枪角度过大或过小,都会影响焊缝的熔合。摆动幅度过大或过小,也会影响焊缝的成型。
焊接后的检查与处理
焊接完成后,需要对焊缝进行检查,确保焊缝质量符合要求。检查方法包括外观检查、无损检测等。外观检查主要是检查焊缝是否有裂纹、气孔、夹渣等缺陷。无损检测则使用超声波、X射线等方法,检查焊缝内部的缺陷。
如果发现焊缝存在缺陷,需要进行修补。修补方法包括重新焊接、打磨等。修补后的焊缝,需要重新进行检查,确保焊缝质量符合要求。
通过以上步骤,你就能焊出令人赞叹的一级焊缝。焊接不仅是一门技术,更是一门艺术。当你用心去感受焊接的过程,你会发现,焊接不仅能够创造出美丽的焊缝,更能够带给你无尽的乐趣和成就感。
- 上一篇: 方镀锌管焊接技巧,高效安全焊接指南
- 下一篇: 薄管横立焊,薄管横立焊工艺要点与操作技巧解析